
产品分类快速导航


新闻中心
ERW热镀锌焊管压沟槽开裂现象分析(3)
2.4 焊管表面镀锌过程的影响
目前,镀锌水管因其优越的防腐性能和较低 的制造成本,广泛应用于建筑供水,特别是消防管 道工程。但与此同时,人们也发现焊管镀锌加工 后,焊管材质变脆,“滚槽开裂”倾向加大。对此, 业界普遍认为是材质问题或受镀锌温度影响所 至,这其实是一种误解。笔者分析主要原因是镀 锌过程化学腐蚀导致的氢脆现象。
众所周知,钢管热镀锌主要包括镀前表面处 理、热浸镀锌和镀后处理三个阶段,其中,镀前表 面处理的酸洗过程中,铁与酸发生作用会产生氢 原子。一部分氢原子相互结合成为氢分子,促使 氧化皮剥离,一部分氢原子将高价铁的氧化物和 高价铁盐还原成易溶于酸溶液的低价铁氧化物及 低价铁盐,还有一部分氢原子则扩散到基铁中而 造成氢脆,使材料性能降低。
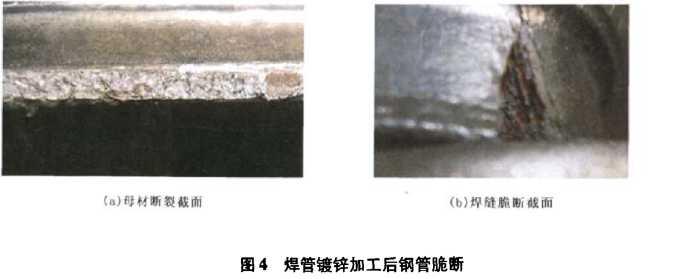
值得注意的是,焊缝组织构成复杂,其粗晶区 和偏析、疏松缺陷区域更易受到氢脆破坏,滚槽加 工中往往最先开裂。图4即镀锌加工后母材和焊 缝受力断裂的实例,断裂处明显发脆变硬。
2.5滚槽加工过程的影响
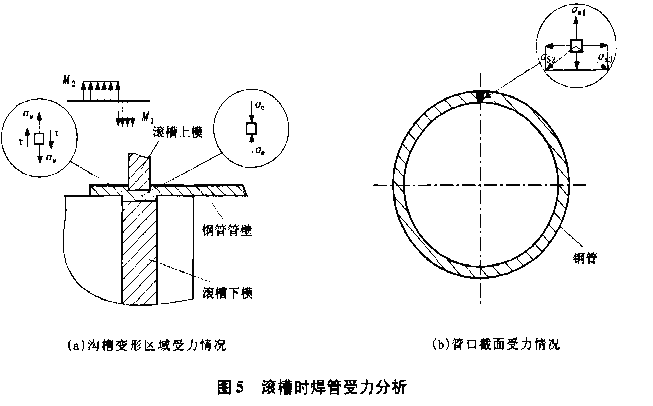
根据滚槽加工原理可知,滚槽时受压模作用在 沟槽底边产生压应力^,在沟槽边缘产生切应力7 和拉应力1,钢管容易发生剪切断裂。同时,管壁上的弯矩似沿管壁方向分解成拉应力(如 图5所示),当拉应力超过焊缝强度时,管口位置将 发生撕裂。实际加工过程中,如有切割端面不平、内毛刺处理不干净、一次下压量太大、压槽过深、滚槽模具装配不合理、钢管倾斜、沟槽不同心等情况,极易形成焊缝处应力集中,造成焊缝开裂。
未完待续,请持续关注,下一篇: ERW热镀锌焊管压沟槽开裂现象解决办法(1)
更多关于双金属复合管、内衬不锈钢复合管的文章请访问www.lhsbgy.com。
上一篇: ERW热镀锌焊管压沟槽开裂现象分析(2)
下一篇:ERW热镀锌焊管压沟槽开裂解决办法和防范措施(1)
产品推荐