
- ����ָ��Ϲ�
- ˫�������Ϲ�
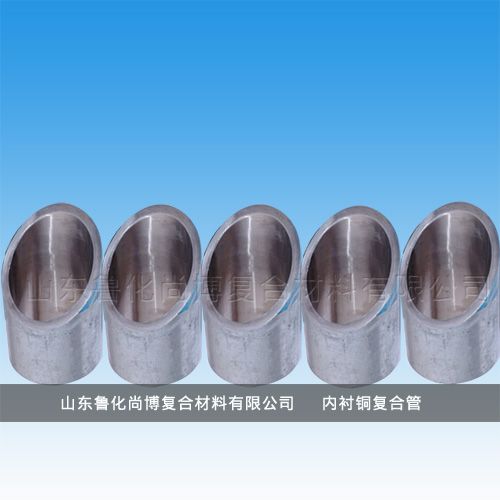
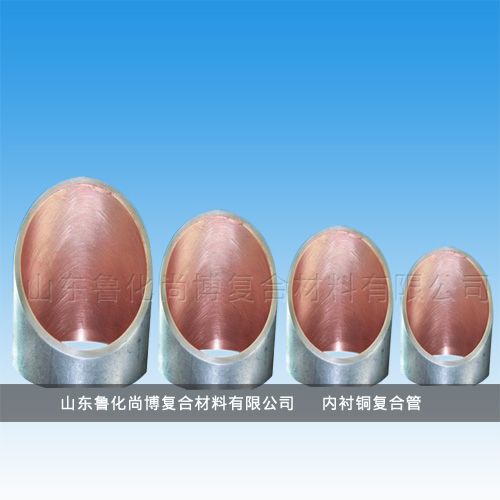
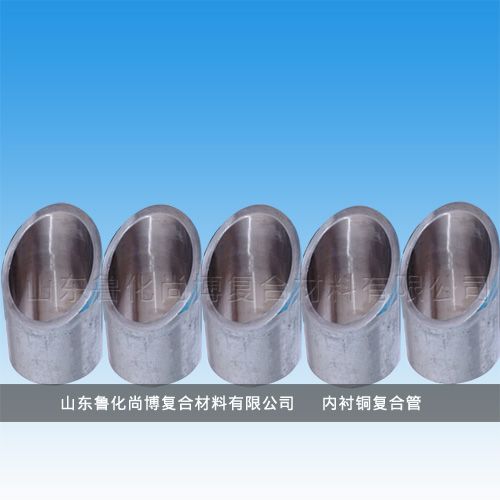
- �ڳIJ���ָ��ϸֹ�
- �ȶ�п�ڳIJ���ָ��ϸֹ�
- �ڳIJ���ָ��Ϲܼ�
- ����Ե�߷��Ӳ���ָ��Ϲ�
- �ڳIJ���ֹ�
- ��ֹ��ڳIJ���ָ��Ϲ�


ERW�ȶ�п����ѹ���ۿ��ѽ���취�ͷ�����ʩ��1)
1 ����ǿԭ���Ͽ���
����ǰӦ�ϸ���ԭ�������������ղ����� �ܣ���ֹ�仯ѧ�ɷֳ���ʹ��ֳߴ糬���Ե�� �Ρ�ȱ�ݵ��������ϸ����������Ҫ�ر�ע��ԭ ������̼�����Ŀ��ƣ�̼����ƫ��Ӱ����Ϻ��� �Ե�ͬʱ��Ҳ������������ѵĿ��ܡ�
Ϊȷ������ǿ�ȣ���Ӧ����ѡ��̼�����͡��� ���ԺõIJ��ϡ���ʵ������������,��������һ ����ԭ�Ϻ����ԣ���ˣ�ͨ���İ취��ʹ��̼���� �����ʳɷֽϵ͵�ԭ����������ʽ���Ӹֹܡ� GB50242 �� 2002����������ˮ����ů����ʩ���� �����չ淶����4.1.3���涨:���ܾ�����100mm �Ķ�п�ֹ�Ӧ���÷�������ʽר�ùܼ��� �����������߽���Ը���ֹܿɲ���Q215���µ� ̼�ظ���Ϊԭ�ϣ����������������пɵIJ��Ϻ� �ӣ����������ȴ���װ�ã��Ը��ƺ��������֯��
������������ڳɷֺ���֯���ɸ��ӣ������� ���������ʤ��,��ˣ��ڼ�ǿԭ�ϼ����ͬʱ��Ӧ �������ƵĹ�Ӧ�����۹����ƶȣ���ǿԴͷ������
2����ǿ�����������̿���
���������ۿ���������ľ���ʵ���������� �������ۿ��������ⶼ�����ں�������������,�� �ˣ����ƺú����������̶Խ�������ۿ��������� ��Ϊ��Ҫ�����У��ر�Ҫע�����¼������档
2 .2.1���ܻ����������ά��������
���ȣ�Ҫȷ���豸��������ת,�ص��ֹ��� �ɶ������ܴܶ����������ϡ�������ƫ�Ƶȣ�����Ӱ ������ȶ��ԡ���Σ������Ǻ��ܳ��͵�ֱ�Ӳ� ���ߣ��������Բ�ƷӰ��dz������,ÿ�λ��� ǰ�ͻ������Ӧ�ñ����������������Ƿ�ĥ �������Ƿ��ȷ�������Ρ��ߴ����Ҫ�� ��Ҫ����������ĥ�ͱ����ƶȣ��Բ�����Ҫ��� ������ʱ���б��ϴ�����
������ҵΪ�˽���ģ�߳ɱ�������������ʹ �ã����dz��ֺ��������������Ҫԭ��֮һ��
2.2.2���ܻ������
����������Ҫȡ���ڳ��������ĺû������� ���ܵ�����Ŀǰ���кܳ���IJ�����������Щ���� ��Ա���������淶��������ɳ��Ͳ��á������� ����:�ٻ�ģʱ����������ߣ��������������ƫ �ƺͳ��Ͳ��ȶ�;�ڵ���ʱ������ѹ����λ���� �ܳ��Ͳ�����;�۳����̱��β����ȣ������� ���ɽ���〜,��ɹܿڱ��ε�ͬʱ��Ҳ���º���Ť ת��V�ο��ڽDz��ȶ���
���������ڵ��������о�Ӧ�ص�ע�⡣
δ��������������ע����һƪ�� ERW�ȶ�п����ѹ���ۿ����������취��2��
�������˫�������Ϲܡ��ڳIJ���ָ��Ϲܵ����������www.lhsbgy.com��
��һƪ��ERW�ȶ�п����ѹ���ۿ������������3��
��һƪ��ERW�ȶ�п����ѹ���ۿ��ѽ���취�ͷ�����ʩ��2)
|
|