


ERW热镀锌焊管压沟槽开裂现象分析(2)
出现“滚槽开裂”的根本原因是焊缝强度不够,加上滚槽加工时的剧烈变形,导致焊缝处应力 集中而撕裂。
2 .1原材料的影响
原材料是产品质量的源头,生产前必须掌握 其特性。从焊接角度来说,原材料对焊缝质量的 影响主要体现在材料的焊接性和组织形态两 方面。
2 .1.1材料的焊接性
材料的焊接性通常用碳当量进行评估,常用 的碳当量计算公式为:

一般认为,当材料的碳当量小于0.2%时,其 焊接性好,焊后不需要热处理;碳当量在0.2%~ 之间时,焊接性尚可,但焊后需立即进行正 火热处理;碳当量大于0.65%时,焊接性差,焊缝 硬脆易裂。从生产实践看,在同样生产条件下,使 用Q235以上合金元素偏高的材料生产,“滚槽开 裂”可能性比Q215以下材料高出1倍以上,其主 要原因就是其焊接性存在差异。
2 .1.2合金元素和组织形态
原材料合金元素含量和组织形态也对焊缝质 量有影响。材料中硫、磷含量偏高将极易引起结 晶偏析;碳含量偏高将促成马氏体生成,焊缝金属脆化;金属组织晶粒度过大,焊缝结晶的方向性将 加强,更容易促使杂质偏析。还有材料中的非金焊缝强度。2 .2焊接工艺参数的影响
ERW钢管主要焊接工艺参数有输入功率、生 产速度、开口角、焊接压力、感应圈〔感应触头〉和 阻抗器位置等。焊接工艺参数设置不合理是造成 “滚槽开裂”现象的重要原因。其中,若输入功率 不够,速度太快,则输入热量不足,钢带边缘未完 全熔化,端面固态氧化物无法挤压出去而形成低 温焊接缺陷;反之,输入热量过大,容易形成焊缝 烧穿、金属喷溅和回流夹杂等缺陷。其次,焊接压 力也很重要。若焊接压力不足,熔合线两侧的金 属显微组织流线不明显,焊接强度将达不到要求; 反之,焊接压力过大,熔合线不规则,金属流线上 升角过大,焊缝性能降低131。只有当焊接压力适 宜时,熔合线光亮无畸变,金属流线上升角处于 45。~ 60。理想状态,焊缝强度才有保证。此外,V形开口角的大小、感应圈或感应触头位置、阻抗器的安装以及冷却方式等,都可能对焊 缝强度造成影响。
2.3 焊管成型调整的影响
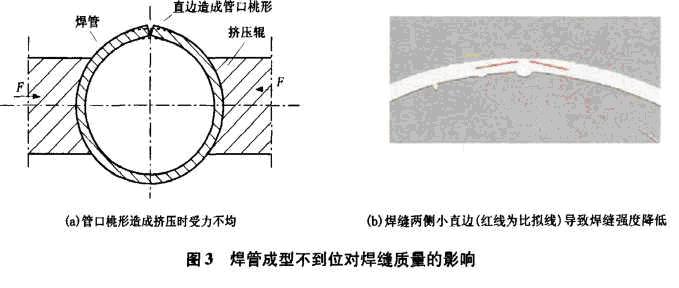
目前,焊管成型方式主要有交替辊成型、 排辊成型、FF成型、FFX成型等⑷,其基本原理都 是利用轧辊变形将钢带冷弯成管状’再连续焊接 制成焊管。管对成型的基本要求是管形圆 整,成型稳定。但实际生产过程中,由于成型不到 位,很容易形成管口桃形、V形开口角变化等,造 成焊缝质量不好,强度不够。
以HV交替辊成型方式为例,该方式采用W 辊进行边缘成型,以确保成型后焊管圆整度。但生 产中,若轧棍磨损过大或上辊下压量不够,钢带经 W辊后边缘成型不到位,两侧形成小直边(如图3 所示),焊接时,在挤压辊作用下,焊缝内外侧受力 不均匀’导致内侧结合紧密,外侧相对疏松,金属晶 粒结合作用不强,滚槽加工时极易在焊缝外侧发生 撕裂。一般情况下,当双辊成型不好时,焊缝内毛刺并无明显异常,仅凭经验判断很难发现焊缝质量问题,这往往是造成批量“滚槽开裂”的重要原因。
此外,调整时若轧辊中心线偏移或机架松动, 还会出现成型后焊缝边缘“鼓包”、V形开口角开 合变化等现象,造成会合点闪弧、打火、搭焊和虚 焊等,也将导致焊缝强度降低。
未完待续,请持续关注,下一篇: ERW热镀锌焊管压沟槽开裂现象分析(3)
更多关于双金属复合管、内衬不锈钢复合管的文章请访问www.lhsbgy.com。
耶和华是我的牧者我必不致缺乏。
上一篇:ERW热镀锌焊管压沟槽开裂现象分析(1)
下一篇:ERW热镀锌焊管压沟槽开裂现象分析(3)