
- ����ָ��Ϲ�
- ˫�������Ϲ�
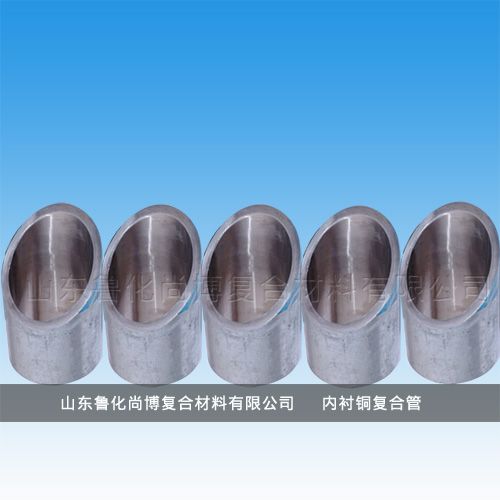
- �ڳIJ���ָ��ϸֹ�
- �ȶ�п�ڳIJ���ָ��ϸֹ�
- �ڳIJ���ָ��Ϲܼ�
- ����Ե�߷��Ӳ���ָ��Ϲ�
- �ڳIJ���ֹ�
- ��ֹ��ڳIJ���ָ��Ϲ�


2205˫���ڳIJ���ָ��Ϲܺ��ӹ��գ�1)
�ҹ�ÿ����ʴ��ʧ��5 000��Ԫ���ܵ��� ʴռ���൱��ı��������У��ܵ���ʴ�����ص� ��������Դ����Ŀǰ�ܵ�Ӧ����㷺����ʴ�� ���ص���̼�ֹܡ������������ǿ����˸��ּ��� ����ֹ����Թܵ��ĸ�ʴ�����ڹܵ���Ϳ���ơ����� ����ʴ�㣬�����������ӻ�ʴ���Լ�ʹ����ʴ�� ��ȡ�����ʵ��֤������ʴ�Ͻ������Դ�� ҵ����ķ���ʴ�ܵ����ϣ����ǣ��谭��ʴ�Ͻ�� ȫ�����̼�ֹ�Ӧ�õ�����ϰ�����۸��� ������ʴ�Ͻ��ǿ�ȵ���̼�ֹܡ�
Ϊ���ۺ�����̼�ֺ���ʴ�Ͻ���ŵ㣬��̼��������ѧ���ܺ͵����۸��Լ���ʴ�Ͻ����� ����ʴ���ܣ�1994�꣬�¹���BUTTING��˾������ ˫�������Ϲܡ���������˫�������Ϲ���ʯ���� ҵӦ��ҵ��������1998�꣬����ʯ��ѧ���ƶ��� API 5LD���ڸ��������ʴ�Ͻϸֹܹ淶����������ƶ���˫�������Ϲܵ�Ӧ�úͷ�չ��
������Ÿߺ���������Դ���ɡ����������� ���Լ�������ѹ���ͼ������ƹ㣬�Ը�ǿ�ȷ���ʴ �ܲĵ���Ҫ�������У�˫�������Ϲ�Ѹ�������{ǿ �ȺϽ�ֹ���˫���ֺ������Ͻ�֮����� �Ϸ���ת�ơ���2205˫����������Խ����ѧ ���ܣ����õ����Ȼ���Ӧ����ʴ����ʴ��ƣ��ĥ�� ʴ���ɺ���ǿ���ص㣬��ʯ����Ȼ�����͡����� �̡���ѧ��ҵ����ҵ�õ��˹㷺��Ӧ�á�
Ŀǰ��������ܵ�������ҵ��2205˫��� ����Ϊ���������˫�������Ϲܵ����Ʒ��滹�� ���Ρ�Ϊ�˽�һ����չ˫�������Ϲ��г��Ըò�Ʒ�ĺ��ӹ��� ����������,Ϊ�ò�Ʒ���г��ƹ��Ӧ�ý��������õļ���������
1.1�������
����������õ���2205������ڳĵ�˫�������Ϲܣ����Ϲܹ��Ϊ��114x��7+2��mm��
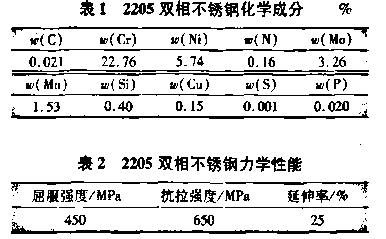
2205˫���ֲ���ִ�б�ΪAPI 5LD���ڸ��������ʴ�Ͻϸֹܹ淶����������� Avesta��˾������2205˫���ֱ��壬ͨ���ƹܻ�����2205˫���ֳĹ�,���Ϊ��97mmx2mm��2205˫���ֵĻ�ѧ�ɷּ���ѧ���ܼ� ��1����2��
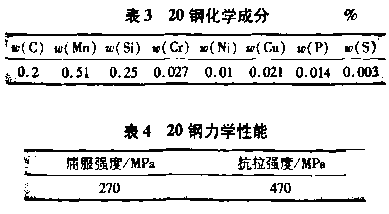
20�ֹ�ִ�б�Ϊ08/1 8163��1999��������������ֹܡ������Ϊ��114x7mm��20 �ֵĻ�ѧ�ɷּ���ѧ���ܼ���3����4��
1.2���ӷ��������Ӳ��ϵ�ѡ�� ��
1.2.1���ӷ���
2205�����˫�������Ϲܾ�������� ����Ϊ�˱�֤�IJ�Ľ�����֯����ʴ�ԣ�Ҫ���� ���Ϲܻ���ʱ���Ⱥ���2205˫���ֳIJ㣬Ȼ�����20�ֻ��ܺ��ӡ����ö��/������������������������ܵĸ��ơ�������Ƶĸ��Ϲܻ����¿���ʽ�����Ӵ�����ͼ1��ʾ��
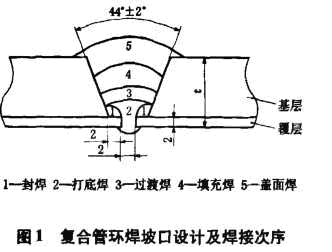
��ͼ1�п��Կ��������Ϲܺ��ӹ�����Ҫ�� ���⺸����������ɺ�����亸���溸5���� �֣����ӷ������õ����ֹ��ټ�벻���(TIG)�� �ֹ��绡��(SMAW)�����з⺸�ʹ��Ϊ(TIG)�� ������Ϊ(SMAW)�����¿ڽǶ�Ϊ44����4�����۱߳���2 ~3 mm���Ժ���϶Ϊ2 mm��
1.2.2���Ӳ��ϵ�ѡ��
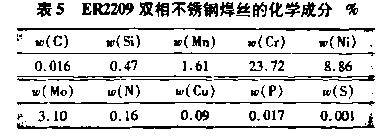
2205˫���ֳIJ㺸�Ӳ���ѡ��ԭ����: ���ı�2205�����w��Ni����2%-4%��Ŀ������ �ٽ����ӽ�ͷ�ڸ������γɵ�������ת��Ϊ�㹻 �İ�������֯��ȷ�������а�������ռ���ơ� ��ˣ��⺸�ʹ�����õ���ER2209��˿��ֱ�� 0.9mm��ER2209����ֺ�˿�Ļ�ѧ�ɷּ���5��
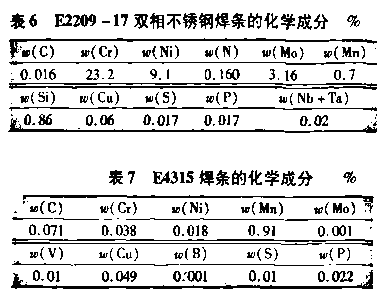
��20�ֻ��ܺ��ӵĺ���ѡ���ϣ���̼ͨ�ֹ� �ĺ�����Ϊ����ĺ��ӹ��գ�����E4315������ �Ӽ��ɡ����ǣ�����2205˫���ڳIJ���ָ��Ϲܺ��� ���յ�ѡ������ѡ���˲�ͬ�ĺ��Ӳ��Ͻ��л� �ܺ�������:E2209 - 17˫���ֵ��⺸���� E4315�����ͺ��������ֱ�Ϊ��2.5mm �ͦ�3.2mm��E2209 -17��E4315�����Ļ�ѧ�� �����6����7��ʾ��
δ��������������ע����һƪ��2205˫���ڳIJ���ָ��Ϲܺ��ӹ�����2��
�������˫�������Ϲܡ��ڳIJ���ָ��Ϲܵ����������www.lhsbgy.com��
��һƪ�����»����˫�������ϹܵĻ���
��һƪ��2205˫���ڳIJ���ָ��Ϲܺ��ӹ��գ�2)
|
|