
- ����ָ��Ϲ�
- ˫�������Ϲ�
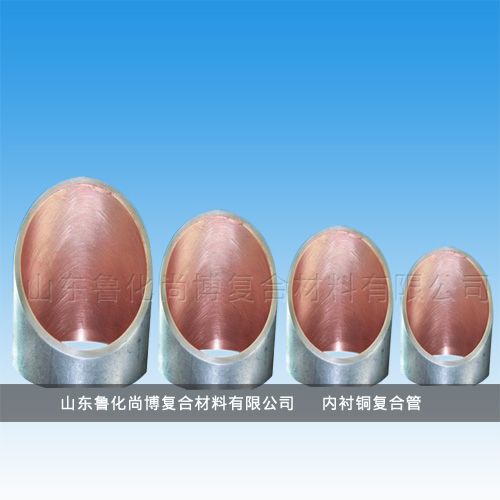
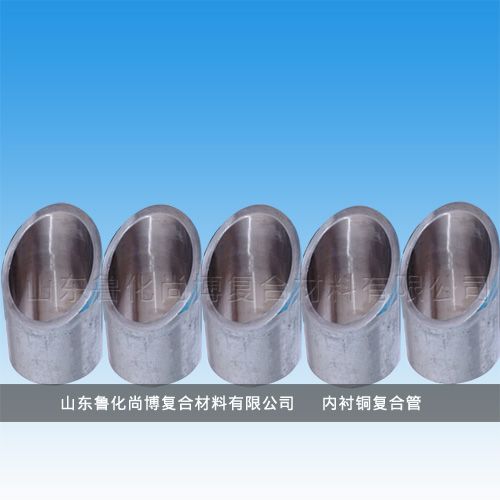
- �ڳIJ���ָ��ϸֹ�
- �ȶ�п�ڳIJ���ָ��ϸֹ�
- �ڳIJ���ָ��Ϲܼ�
- ����Ե�߷��Ӳ���ָ��Ϲ�
- �ڳIJ���ֹ�
- ��ֹ��ڳIJ���ָ��Ϲ�


2205˫���ڳIJ���ָ��Ϲܺ��ӹ��գ�2)
1.3���ӹ��� 1.3.1��ǰ��
���Ϲ��¿ڲ����¿ڻ��ӹ����⺸ǰ�ñ�ͪ�������¿ڼ����������֬���ҳ���ˮ�ȳ��������� ��ֹ���ʶԺ���������������Ӱ�졣����˿�ñ�ͪ���ã��������йع涨���к�ɡ������������ ��������崿�ȴ���99.99%����ǰ��Ԥ�ȡ�
1.3.2�⺸����
���Ϲ��ǻ�е��ϵģ���ˣ��ڽ��и��Ϲܳ� �㺸��ǰ�б�Ҫ���з⺸�����Ϲܷ⺸��ҪĿ�� ������������:
�ٷ�ֹ����ʹ�Ź����л����� �������ʵȽ���;
���ڴ�������У�����̼ �ֵ����ã�����̼�ֶԳIJ㺸���ϡ�����ã���֤ �����и����Ͻ�Ԫ�غ������Ӷ�ȷ��������� ʴ���ܡ�
�⺸�������������˹����������̼�� �ڷ⺸ʱ���ۺϱ�,ʹ����C�����Լ�S,P������ ������Ԫ�غ������ӣ��IJ���ʴ�ԡ�
1.3.3�������
�����Ŀ���DZ�֤�IJ㺸������֯Ϊ�� ����Ͱ�����˫����֯����ѧ�ɷ���2205˫����ĸ���������֤�IJ����ʴ�ԡ���ˣ����Dz���ER2209˫���ֺ�˿���д����
�⺸��ɺ�,��Ϊ�⺸�����лὫ�Ĺ����� �������ܶ��ڱ���Ҫ����ĥ����ĥ��¶����������Ȼ������¿����,��װ�������װ�ã���ǰ 5 minͨ���������֤�������յ�������
����ĺ��ӹ��վ�������С���������ٺ��� ������ɫ������ɫ��ѣ����ɫ����ɫΪ�ϸ�
���ɺ��Ƚ�
��������ֱ�Ӳ���̼�ֺ������л��� ���ӣ����ɱ������ֳIJ㺸��ĺϽ�Ԫ��ϡ�� �Լ�������C�����ܳ������Ƶ����⣬��ˣ����� ���й��ɺ��ӡ�
���ɺ������ֹ��绡������������E2209 - 17�������ú����������õĺ����ԺͿ��������� �ܡ����ɺ����ӹ淶���ýϵ͵ĺ������������� �ٹ��ɺ��Դ�����ȴ������ã���ֹ����� ��İ����庬����������ĺ������ʴ�Խ��͡�
�ڹ��ɺ������У�ʼ�ձ��ֹ��������������ֹ���ں��������������
���溸����
���ɺ���ɺ�ֻʣ���ֻ�����Ҫ���к��ӡ� ���,Ϊ����ߺ���Ч�ʣ�������ͨ��E4315�� �⺸�����к��ӡ�ͬʱ��Ϊ�����Ӻ��ӹ��յ�ѡ ����ER2209 -17�����������и��溸��
�������������Ϲܻ����Ĺ��չ淶�������� �������ֺ��ӹ��գ����ղ����ֱ����8�ͱ�9���� ��DC-��ʾ�ټ��Ӹ�,DC+��ʾ����������

����¶ȵĿ���
����������ȣ�˫���־��е����Ժá� ������ϵ���͵��ص㣬��˲�������ܴ�IJ��� Ӧ�������и��ߵĵֿ������Ƶ����������,˫�� ����ֵĺ��ӿ��Բ��ô������������������� �¶ȿ�����100���϶����¡�
�Ը��Ϲܻ������찴��S/Y 6623-2003 ���ڸ��������ʴ�Ͻϸֹܹ淶�������� �������������Ŀ���������X�����顢��ͷ ���졢�������顢��ѧ�ɷַ�����������֯���顣
2.1��ѧ��������
��������:����ASME IX����300kN���� ������Ͻ����������顣
��������:����ASME IX����300KN���� ������Ͻ����������飬�����Ƕ�Ϊ180������ͷ �뾶Ϊ4a(aΪ������ȡ���
2.2������֯�۲�
�������������뺸�촹ֱ�ķ����п����и� ��С�飬�ý���ɰֽ��ĥ������ü��Գ�Ѫ ����Һ��ʴ���ӽ�ͷ�����������ڨD GX51���������¹۲첻ͬ���ӹ��յĸ��Ϲ� ������ͷ������֯��
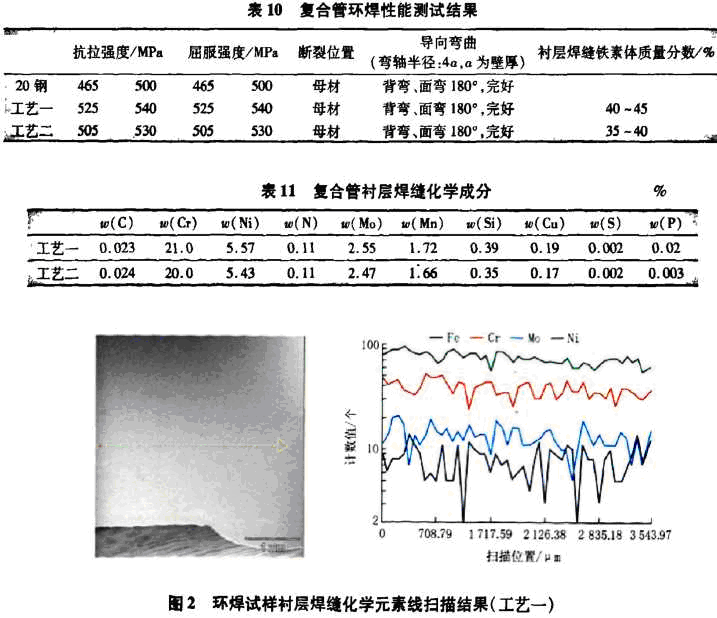
�Ի��������IJ㺸�����X����̽�˵Ľ� ��ΪI���ϸ���ѧ���ܲ��Խ������10�����Ϲ� �IJ㺸�컯ѧ�ɷּ���11�����ӹ���һ�ijIJ㺸 ����Ҫ�Ͻ�Ԫ����ɨ������ͼ2��ʾ�����ӹ� �ն��ĸ��Ϲܺ��������֯��ͼ3��ʾ��
ͨ����10���Կ���:����Ŀ���ǿ�ȡ����� ǿ�Ⱦ�����ĸ�ģ�����ĸ���϶��ѣ���ͷ�������� �����Ҫ��;��������180������������ã��� ����ͷ�����������á�
ͨ����11���1�Աȿ��Կ������������Ҫ �Ͻ�Ԫ����2205�����ĸ�ĵ�Ԫ�غ�������� C��S��P��Ҳ�������Ҫ��ͬʱ��ͼ2�У�2205 �ڳIJ���ָ��Ϲܻ����IJ㺸��Ļ�ѧԪ����ɨ��� �Խ���뻯ѧ�ɷֲ��Խ����һ�¡�
ͨ��ͼ3���������ϹܳIJ㺸�����Ӱ������ Ϊ������Ͱ�����˫����֯������������״����״ �ֲ�������������ϣ�����״��Ϊ���������庬�� Լ60%����Ӱ����û�г��ֵ��������壬Ҳû�� ���ֽ�����������IJ�����������Ӱ���������� �������庬�����ᳬ��65%�����㼼������Ҫ�� ��ĸ����ȣ�����İ����庬�����������Ӵ� ��,����Ҫ�����ڴ������еĹ��ɺ��ȹ��պ� �������˽ϴ��൱�ڶԳIJ㻷�����ж����ȴ��� ���̣��ٽ��˺�����֯�еĸ���������ת��Ϊ���� �塣��Ժ���������Ժ���ʴ�Ը�������������������2205˫���ڳIJ���ָ��Ϲܵĺ��ӹ� �հ��ź��������ӹ��ղ�����ȷ��������������� �ر�Ҫ���ӽ�ͷ������������ȫ����ø��Ϲܵ�������Ҫ��
(1)2205˫���ڳIJ���ָ��Ϲ�����ö��صĺ� ����ʽ�����ӹ��յ��ƶ���Ҫ�������������֤��
(2)ͨ���������ź��ӷ����ͺ��Ӵ����� ����ȷ�ĺ��ӹ��ղ��������õ��ĸ��Ϲܻ����� �������������Ĺ���֯Ϊ������Ͱ������˫�� ��֯����������ʣ�����ָ��������ر�Ҫ��
(3������E2209-17˫���ֺ������и� �Ϲܹ��ɺ����溸��ȫ����,Ϊ��Ϲܵ� ���ӹ����ṩ�˸����ѡ��
(4)2205˫���ڳIJ���ָ��Ϲܺ������ʴ���� ��Ҫ��һ��������֤��
�������˫�������Ϲܡ��ڳIJ���ָ��Ϲܵ����������www.lhsbgy.com���༭�ﶬ����
��һƪ��2205˫���ڳIJ���ָ��Ϲܺ��ӹ��գ�1)
��һƪ���ڳIJ���ָ��Ϲܽ��������ֹܽ���ʯ������
|
|