



5 焊接工艺
5.1 焊接工序
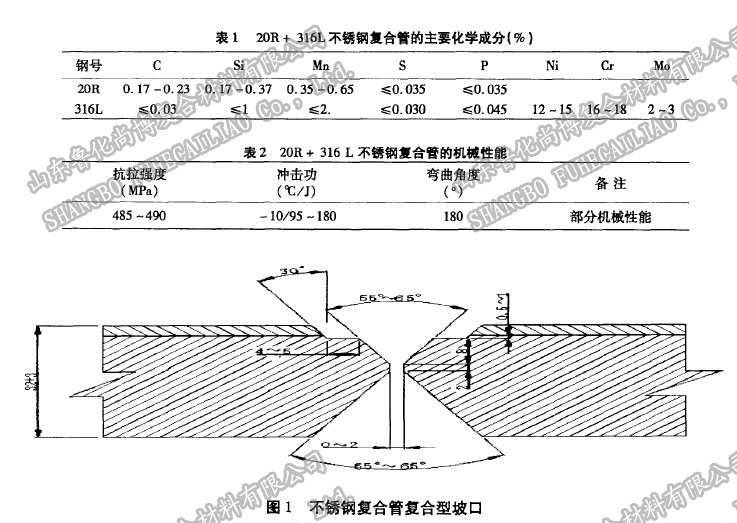
内衬不锈钢复合管的焊接工艺较其它类型管道的焊接工艺复杂,保证复层的厚度和化学成份十分必要。
应优选先焊接基层,再焊接过渡层,最后焊接复层的焊接工序,常见的焊接工序如下:
(1)为了便于清理根焊层焊缝,焊接基层第一层焊缝时需要焊工钻入管道内进行焊接作业,而后
从管道外边进行清根和大部分基层焊接,待基层焊缝全部完成后按规范要求进行lit检测。
(2)基层焊缝RT检验合格后方可进行过度层焊接,过渡层焊接完成后进行PT 检测。
(3)待PT检测合格后进行复层焊缝的焊接,复层焊缝焊接完成后进行PT或UT检测工作。
(4)在焊接过程中,由于采用的是传统的SMAW普通焊条上向焊接工艺,该种焊接工艺对焊工的技能操作要求较高,特别是固定管口,焊工在施焊过程中应根据熔池的形状适当调整焊条角度。
(5)20R+316L内衬不锈钢复合管焊接工艺参数见(表3)

5.2 焊接过程中需要注意的问题
(1)焊工必须严格遵守由有关部门批准的焊接工艺规程,严格执行焊接工艺纪律。
(2)焊接设备的基本性能及辅助胎、机具必须能满足施工现场焊接工作的需要。
(3)检查焊接工艺参数的选择是否合理,如:焊接电流、焊接电压、焊接速度、电源极性等是否在规程要求的范围内。
(4)焊接过程中必须及时进行复层焊缝表面保护和清理工作,确保复层金属表面不受到污染,绝对禁止机械或电弧伤及复层金属。
(5)必须确保复层金属的厚度,焊缝表面应保持圆滑过渡,焊缝外观质量必须满足相关技术要求。
(6)管道内进行焊接施工作业空间狭小,对焊接质量的要求较高,应尽量为焊工创造一个良好的焊接作业条件。
(7)必须制定焊接施工安全预案,采用必要的管道内部通风措施,安排专人在焊接施工现场进行
监护,确保焊工的安全。
6 常出现焊接缺欠问题及改进措施
由于施工现场施焊条件较差,焊工在焊接过程中稍不注意就有可能出现焊接缺欠,常见的焊接缺欠主要有:气孔、夹渣、咬边、等。主要改进措施有以下几点:
(1)管口焊接前必须按要求使用专用烘干箱烘干所使用的焊条,在焊接施工过程中规范领用和保管焊条等工作程序。
(2)提高焊工操作技能,在焊接过程中焊工应始终控制熔池形状,合理调节焊接速度及运条方法。
(3)合理控制焊缝接头的修磨、层间清理、层间温度等工序。确保焊缝内部质量。
(4)尽量不在大风、雨、雪、雾天气中进行焊接作业,特殊情况可考虑在施工现场创造小的施工环境进行焊接施工作业。
(5)必须保持焊口表面清洁,焊接过程中不得有油、锈、水分等杂质进入焊接区内。
7 结束语
20R +3 16L内衬不锈钢复合管采用先焊接基层,再焊接过渡层和复层的焊接施工方案,可有效解决管
口因错边量较大复层焊缝厚度不能得到保证的问题,能促使复层焊缝金属表面圆滑过度,与单面焊双面成型焊接方案相比,可有效减少因基层合金元素流到复层过多造成Cr、Ni类合金元素相对减少的问题,能够较为有效的保证复层的焊接质量。不足之处是对焊工技能要求较高,焊接作业劳动强度较大、存在一些不安全因素,在施工中需要广大焊接技术人员进一步优化焊接工艺,并根据施工现场的实际情况制定科学的焊接施工方案。
更多关于双金属复合管、内衬不锈钢复合管的文章请访问www.lhsbgy.com。