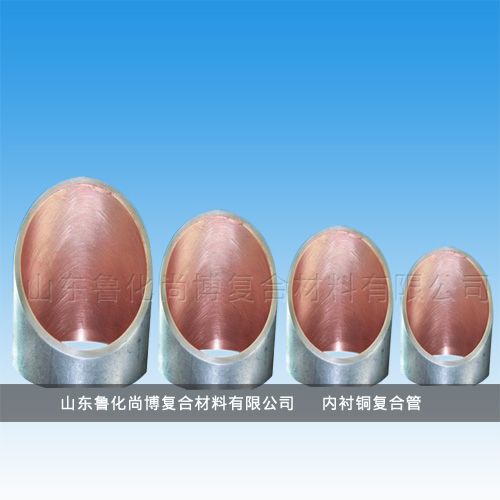



探讨20R+316L内衬不锈钢复合管的焊接工艺(1)
在一期工程集气末站建设中,要采用双金属复合管中20R+316L(711×32+3mm)内衬不锈钢复合管材,由于管材生产厂家受多方面条件的制约,到施工现场的管口组对后错边量严重超标,如果采用普通单面焊双面成型焊接技术很难满足有关技术要求,为了确保复层的焊接质量,使其充分发挥长期抗硫的作用。根据内衬不锈钢复合管先焊接基层、再焊接过渡层和复层的首选焊接原则,所选焊接工艺较为复杂,对焊工的技能要求较高,特别是在一道焊口中需要选用不同的焊接材料,部分焊缝需要焊工钻入管道内进行焊接作业。
1 焊工
1.1 焊工资格
参加培训的焊工必须具有良好的本专业工作业绩,应持有《锅炉压力容器压力管道焊工资格证》,在资格项目中有相对应钢材类别焊接合格项目,焊工工作年限最好在二年以上。
1.2 焊工培训
焊工必须经过有关部门组织的内衬不锈钢复合管焊接技能强化培训,经有关部门组织严格考核后持证上岗。
1.3 焊工条件
由于大部分管道焊接需要焊工钻入管道内进行部分基层,全部过渡层和复层焊接作业,在选择焊工时应根据管道焊接施工的实际情况综合考虑选用较小、较苗条身材,且焊接技术水平较高的焊工担任管道内焊接作业的工作。
2 焊接加工设备
2.1 流弧焊电源
20R +316L内衬不锈钢复合管材焊接需要采用焊条电弧焊,宜选用直流弧焊电源。
2.2 焊接设备
在选择焊接设备时应尽量考虑体积小、重量轻、性能好而且具有数字化功能的先进设备。
2.3 管坡口加工设备
管坡口加工应选择能够满足该种管材焊接技术要求、性能良好的机械坡口加工机或空气等离子切割机设备。
2.4 辅助仪表
采用SMAW焊接所使用的辅助仪表、工具应齐全辅助机具为焊工配置适用的辅助机具,如:角向磨光机、敲渣锤、扁铲、钢丝刷、测温仪、焊缝检验尺等。
3 金属材料与焊接材料
3.1 金属材料
20R +316 L内衬不锈钢复合管所使用的金属材料复层与基层的焊接是两种不同板材通过爆炸焊接工艺,将两种不同类型的板材结合在一起,然后通过卷制成型工艺制成的管道。其中:基层采用国产20R
优质低碳钢,该类钢具有较高的强度和良好的塑性、韧性,焊接性能良好,主要作用是承受介质的压力。复层316L属于奥氏体不锈钢,等同于国产00Crl7Ni14Mo2,是一种超低碳不锈钢,该类钢具有优良的耐腐蚀性能,主要化学成分和机械性能见(表1、表2)。
3.2 焊接材料
选用的焊接材料主要有:基层焊条:J427、过渡层焊条:A042、复层焊条:A022。
4 焊前准备
4.1 坡口组对
内衬不锈钢复合管焊接前的坡口组对型式为复合型(见图1)。
4.2 管口组对
管口组对前必须对管口表面进行清理,不得存在油、锈、水分等杂质。
4.3 组对方案
应采取管口无应力组对方案,可使用外对口器或辅助胎具进行管口组对。
4.4 组对标准
优选公差较小的两管口进行组对,确保管道内部错边量符合SI-I/T3527―1999标准。
4.5 焊接材料
按焊接工艺规程要求点固焊口,点固焊口所使用的焊接材料必须与正式焊接使用的焊接材料一致。
未完待续,请持续关注,下一篇:探讨20R+316L内衬不锈钢复合管的焊接工艺(2)
更多关于双金属复合管、内衬不锈钢复合管的文章请访问www.lhsbgy.com。
上一篇:国内铁矿石“独角戏”落幕
下一篇:探讨20R+316L内衬不锈钢复合管的焊接工艺(2)