


提高钨极氩弧焊焊接内衬不锈钢薄壁管的质量分析(3)
3.1.2 保护方式
1) 极氩保护。极氩保护主要是依靠从焊枪喷嘴中喷出的氩气,通过在电弧周围形成惰性气体层,机械地将空气与金属熔池以及电极隔离。如果氩气流量选择不当,其保护效果就会变差。若要获得良好的保护效果,就需使流出喷嘴的氩气流保持适当的挺度。而氩气流量的大小将会影响氩气流的挺度,所以除必须选择合适的氩气流量外,还应尽可能采用大直径的喷嘴来增加氩气保护范围。
2)外氩保护。外氩保护是在极氩保护范围不够的情况下,采取正面焊缝辅助保护措施,以达到完全保护的目的。因为不锈钢焊管在连续焊接中必须保证焊缝光亮无氧化,所以专设外氩保护管。在管内通入氩气,使氩气在焊缝区平稳均匀地流动,配合极氩共同来完成焊缝的正面保护。
3)内氩保护。内氩保护就是对反面焊缝的保护,这是一个不可忽视的重要保护程序。通过对焊缝产生缺陷来分析,它直接关系到管材的正反面焊缝成形,保护不好会影响反面焊缝的熔合状态、焊缝中合金元素的氧化程度以及熔池金属的流动性能等。所以必须进行内氩保护。
3.1.3 氩气流量
氩气流量取决于焊枪、喷嘴及焊接速度等,其中喷嘴直径是首先要考虑的因素。任何直径的喷嘴,其氩气流量都有一个最佳值,此时保护区的范围最大,保护效果也最好。如果喷嘴直径增大,则氩气流量必须随之增加,否则保护效果会变差。这是由于氩气流的挺度变差,密度减小,排除周围空气的能力减弱,气流被电弧加热所产生的热扰动作用加强所致。反之,如果喷嘴直径变小,而氩气流量不做相应的减小,也达不到最佳保护效果。喷嘴的距离对氩气流量也非常关键。一般说来,喷嘴距离增加时,空气容易进入保护区,保护层也易受到空气流动的影响,因此氩气流量也相应增加;但流量过大,保护层会产生涡流,使空气卷入,从而降低保护效果。另外,氩气流量与焊接速度也有很大关系。焊接速度提高,氩气柔性保护层所受空气阻力随之增大并向后偏移,对电极和熔池的保护减弱;焊接速度过大时甚至会失去保护,并且在焊接时由于电弧温度高,对气流质点的热扰动作用有破坏氩气层流的倾向。所以,当焊接速度增大时,必须相应增加氩气流量,以增强保护气层对空气阻力作用的抵抗能力。
3.2主要焊接工艺参数
钨极氩弧焊不锈钢薄壁管的主要焊接工艺参数是焊接电流、焊接速度、电弧电压与电弧长度等,这些参数选择的合理与否将直接影响焊缝的质量。
3.2.1焊接电流
焊接电流是钨极氩弧焊最主要的工艺参数。焊接时增大焊接电流,就可以增加熔深和熔宽,即
焊接厚度增大。如果焊接条件、材料和其他参数不变,一定厚度的管材所需的焊接电流就只能在一定的范围内调整,超出范围就可能产生一些焊接缺陷。另外,根据钨极氩弧焊的静特性,焊接过程中的电弧电压只与电弧高度有关,而对于电流的变化则影响很小。因此,电弧热量主要取决于焊接电流。要改变电弧功率,主要是改变焊接电流的大小。
3.2.2焊接速度
焊接速度与线热量有关,线热量反比于焊接速度。焊接速度决定着对单位长度焊缝所提供的能量,同时影响熔深和熔宽。所以,焊接速度的快慢直接关系到焊缝质量的优劣。如果提高焊接速度,线能量将会降低,可避免金属过热,减少热影响区,熔深和熔宽也减少。因此,焊接时在保证焊缝质量的前提下,应尽量提高焊接速度。但也不能提得过高,否则会使保护效果变差,焊缝正反面宽度不均匀, 尤其是熔池中的冶金反应不够充分, 易出现冶金缺陷。在焊缝的受力状态不好时,将产生局部未焊透(虚焊)现象。
3.2.3电弧电压与电弧长度
电弧电压和弧长是一个简单的线性函数关系。当弧长增加,电弧电压也成正比增加,电弧发出的热量也随之增大。但弧长超过一定范围后,在弧长增加的同时,弧柱截面积也增大,热效率下
降,保护效果变差。
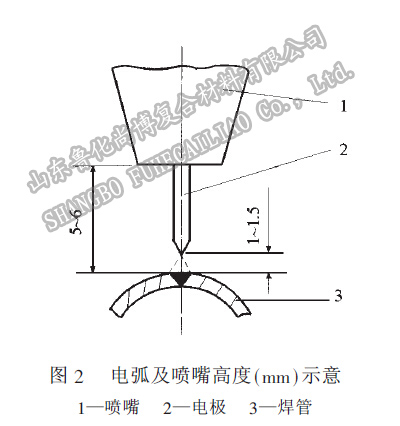
焊接时电弧的长短对加热区有直接影响。焊接内衬不锈钢薄壁焊管时,电弧长度一般适宜控制在1~1.5mm图2。这样的电弧长度使焊接过程的有效功率得到很大提高。电弧呈喇叭形状,电弧长度越短,焊缝加热的范围就越集中,由空气和管材散失的热量将明显减少。
在焊接过程中如果采用短弧焊,还有利于缩短喷嘴到管材表面的距离, 电弧对熔池的压力大,保护效果好,使焊缝反面容易成形。另外,短弧焊接也便于高频引弧,电弧偏吹性小。
3.3 焊接电极
3.3.1电极材料
钨极氩弧焊采用的电极材料主要有纯钨、钍钨和铈钨等。选用电极,主要是根据焊接电源种类、极性和焊接电流大小而定。要求电极在焊接条件下发射电子能力强,引弧容易,电弧稳定性好;在高温时不易熔化,有较大的许用电流;强度高,损耗小,使用寿命长,精度高等。目前大量采用钍钨和铈钨电极。铈钨电极是一种新型电极材料,其性能稳定,与钍钨电极相比具有以下优点:
1) 电子逸出功要低10%以上;
2) 弧束细长,热量集中,可提高电流密度5%-8%;
3)寿命长,烧损率低,比钍钨电极低50%。
另外,采用铈钨电极可避免环境放射污染,铈钨微量稀土金属进入熔池后对焊缝还有好处,所以铈钨电极是取代有放射性的钍钨电极的理想材料。
3.3.2电极形状
除选择合适的电极材料外,还必须根据焊接电流修磨电极端头锥角。电极的锥角a对焊接电弧的稳定和焊缝成形都有影响,因为随着电极磨尖,焊接电弧的电流密度将提高。但如果电极磨得太尖,焊缝还会产生较大的弧坑。总之,电极端头锥角影响着焊缝的熔深和熔宽。在对电极端头修磨时,一般较合适的锥角为30%-60%。小锥角适用小焊接电流,在焊接薄壁管时引弧容易,电弧稳定性好;大锥角适用大焊接电流,适合较厚壁管焊接,此时电极损耗小,电弧热量集中。
未完待续,请持续关注,下一篇:提高钨极氩弧焊焊接内衬不锈钢薄壁管的质量分析(4)。
更多关于双金属复合管、内衬不锈钢复合管的文章请访问www.lhsbgy.com。
上一篇:提高钨极氩弧焊焊接内衬不锈钢薄壁管的质量分析(2)
下一篇:提高钨极氩弧焊焊接内衬不锈钢薄壁管的质量分析(4)