
产品分类快速导航


新闻中心
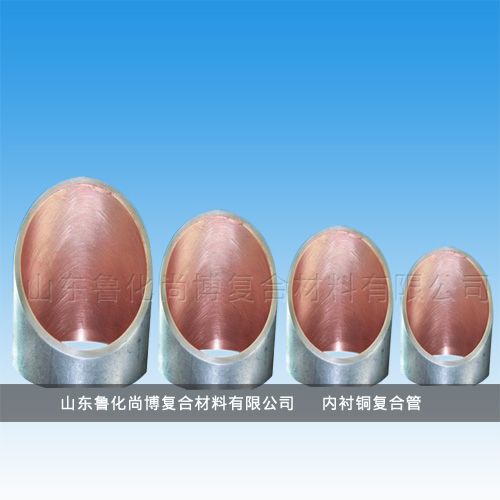
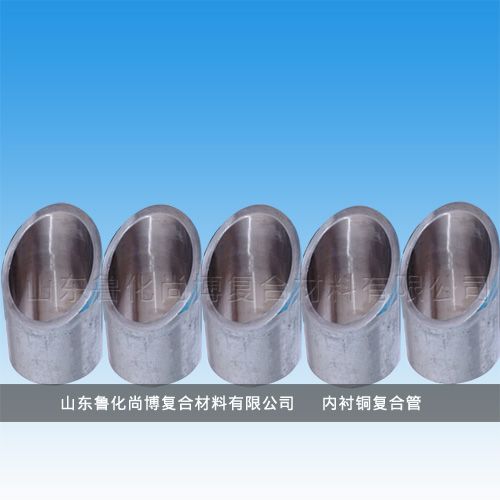
双金属复合管生产方法(3)――液压复合法
形成机理:
将装配好的内外管完全密封―呈密闭长筒,再将液体注入筒内,逐步加压筒内的液体,使得内衬管逐步的在直径方向向外扩张,在轴向方向向内收缩。通过连续逐步施压,使得内衬管最终达到塑性变形,外基管仍处于弹性变形范围内,当通过压力表判定内外管已达到塑性变形,外基管处于弹性变形要求时,施放压力,复合形式。
特点:
① 逐步加压成形。
② 密闭长筒内各点压力相同。
¡影响复合品质的因素:
①外基管内表面不规则,造成外基管壁厚不均匀。
由于在批量生产过程中,对密闭长筒内的液体作微量调压,控制其最大压力则成为生产过程中的“瓶颈”。
由于液体在微量调节时受调节“滞后特性”以及压力“超调特性”的影响,为了保证外基管不至于产生塑性变形,甚至破裂,调节时不得不降低施加的压力,尽量避免微量调节。致使内衬管达不到充分塑性变形―导致双金属复合管结合力小。通常〈0.5Mpa。由于液压成形工艺的特点,导致内衬管轴向方向 向内收缩。为了保证管口整圆,不得不进行二次校正。
②由于结合力小,使得内外管环状结合面间隙大,内衬管在管端焊接处,将反复承受介质输送过程中,压力交替变化的扭动、折弯,致使连接处出现材料疲劳、开裂,导致耐腐蚀性能下降―(折翘现象)。
上一篇:双金属复合管生产方法(2)
下一篇:双金属复合管生产方法(4)――机械滚压法
产品推荐